服务热线:400-096-8228
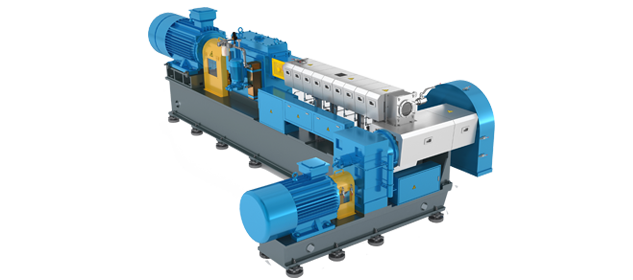
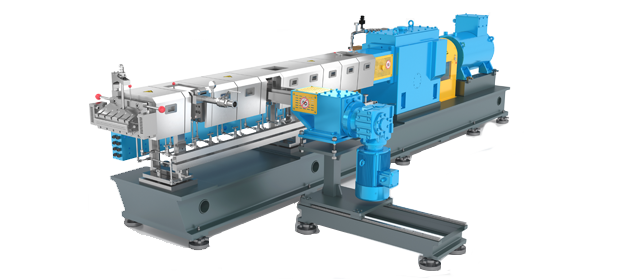
同向旋转啮合双螺杆挤出机 (TSE) 特别适用于加工彩色颜料母料,具有在高吞吐率下出色分散、提高颜料负载水平、螺杆和机筒部件使用寿命长以及机器操作简单等优点。
但不可忽视的是,色母粒的加工有其自身的一系列挑战,例如原材料的处理、颜料的分散以及颜色变化之间的清洁度。本文将探讨可用于生产高质量色母粒的双螺杆挤出机工具,以及在最大限度提高产量和产品质量的同时克服加工挑战的技术。
TSE 可以被视为一个“工具箱”,为操作员或工艺工程师提供高度灵活的各种部件,这些部件可以修改和/或移动以适应特定的共混任务。生产高质量的颜料分散体已在 TSE 上得到广泛证明,但并非每种颜料的行为和加工方式都相同。颜料的处理方式以及它们在挤出机内的加工方式对于最终产品的性能至关重要。
另外,TSE,即使被视为一个设备整体,也包括独立单元操作的维度。要了解如何获得性能最佳的最终产品,必须仔细研究 TSE 的每个单元操作。
本文将主要关注母粒共混的分流法,而不是预混法,尽管这两种方法都是生产彩色颜料母粒的可接受方法。
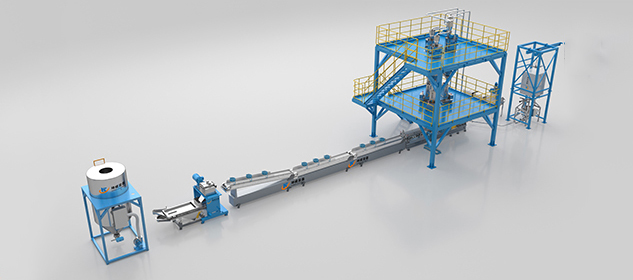
上游进料

喂料机可以提供各种双螺杆和单螺杆配置,具有各种螺杆设计以适应各种材料。
将喂料器定位在挤出机上方,对于最大程度地减少原料的流化和困气起着非常重要的作用。大量空气与粉末一起被夹带(与颗粒相比则不多),需要一个可以逸出的地方。如果没有过滤网或中央抽吸系统连接到进料系统,则从挤压机逸出的气体将阻碍原料的进料。
关于原料困气,进料器在挤出机上方的高度定位也很重要。一旦原料进入进料器,粉末就有机会压实一点,增加其堆积密度。当喂料器开始喂料时,根据挤压机上方的高度,原料会充气,这反过来会降低体积密度,导致进料量出现问题。
根据经验,通常不应超过15%的颜料粉末进入挤出机的主喂料口,以防止投料出现问题。但是,如果已经有彩色颜料的颗粒母粒形式可用,则不会遇到进料问题。
对于高于20%甚至高达80%的彩色颜料粉末负载,强烈建议通过主进料器和侧进料器分开进料,其中多个侧进料器可以定位在下游以添加彩色颜料。
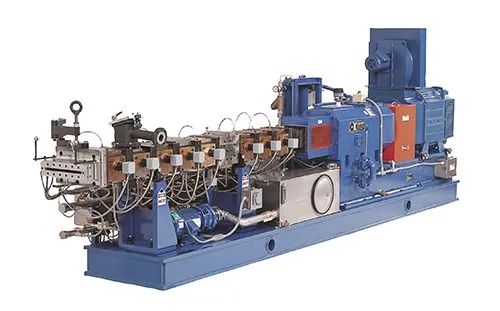
熔融
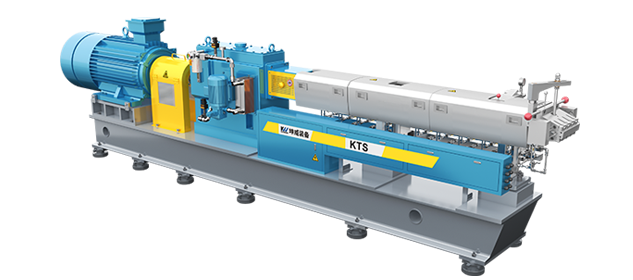
TSE内的熔融聚合物受到许多因素的影响,包括外部加热、内部摩擦和/或聚合物熔体的热传递。TSE 设置有不同的工艺段,包括内部过程的加热和冷却,能量在这些区域被吸收到系统中或从系统中移除。当然,随着挤出机尺寸的增加,外部加热的效果会因表面积与体积比的降低而降低。
另一个影响是挤出机内部聚合物颗粒或粉末颗粒之间或材料与螺杆元件之间发生的内部摩擦。例如,摩擦和剪切应力发生在捏合块的狭窄间隙中,这完全受安装的螺杆型材类型以及吞吐量和挤出机螺杆速度的影响。聚合物熔体中的热传递有助于封装任何未熔化的聚合物,以帮助形成完全熔体。

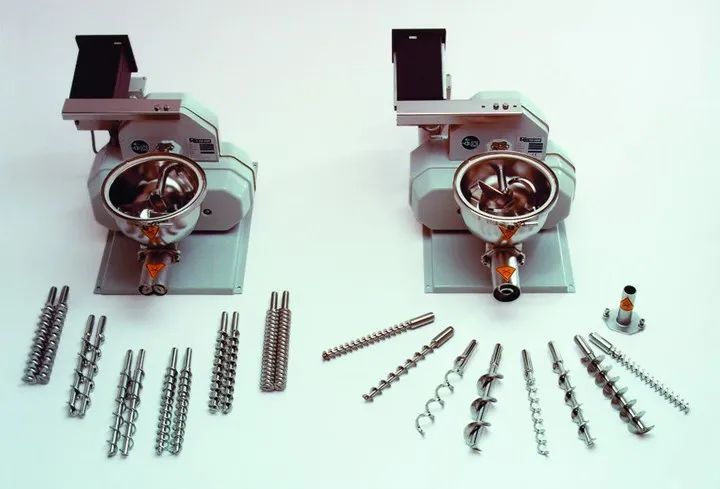
分段式螺杆元件提供多种功能,可以在轴上组装在一起以适应单元操作。
捏合和混合区的设计完全取决于所加工聚合物的类型,但可以包括各种捏合元件。这些可以包括三头和两头的45°(输送)捏合元件、两头90°(中性)捏合元件和/或左旋(保持)捏合或输送元件。three-flighted and two-flighted 45° (conveying) kneading elements, two-flighted 90° (neutral) kneading elements, and/or left-handed (retaining) kneading or conveying elements.)
这些螺杆组合提供了必要的机械能和停留时间,以在聚合物向下游移动之前有效地熔化和均化聚合物。左旋(保持)元件对 TSE 内的熔体加压,将此部分设计为不会过度剪切和降解聚合物非常重要。同样重要的是要注意,一旦材料离开熔化段,它应该完全熔化,以便为下游引入的彩色颜料提供足够的润湿。
随着TSE技术的进步,螺杆元件设计已经有空间偏离在行业中广泛使用的经典Erdmenger螺杆元件轮廓。这些所谓的“渐开线螺杆元件”的几何形状发生了变化,同时保持了同向旋转TSE中的自擦拭轮廓。在熔化段和下游混合段中使用渐开线元件减少了标准设计中观察到的填料掺入限制。渐开线元件使用户能够将填料或彩色颜料送入TSE的主进料中,同时降低熔化不充分的风险。
关于下游混合,渐开线元件的使用也可以减少填料掺入不足的限制。总的来说,渐开线元件是用户可以用来克服在混合大量填料或颜料时遇到的限制的一种工具。
侧喂料
前面提到,根据配方中彩色颜料的载量,可以将一些彩色颜料添加到TSE的主进料中,最高可达15%左右,具体取决于其颗粒形状和大小。
但是当考虑到彩色颜料的高负载量(高达 80%)时,TSE的主进料器和位于下游的侧进料器(有时是多个侧进料器)之间的材料可能会“分开进料”。分次进料的比例取决于物料的种类和装载量;但最终,找到最有效的方法是一种平衡行为。
混合/排气
熔化部分是在TSE上生产优质彩色颜料分散体的一个非常重要的工具,下游混合部分也是如此。一旦有色颜料有效地引入TSE并且聚合物熔体对颗粒进行适当润湿,下游混合部分的设计对于分布和分散有色颜料至关重要。前面提到,当进入下游侧进料器时,空气确实会被颜料粉末夹带,其中一些空气通过侧进料器桶本身上的上游通风口回流。
然而,大部分夹带的空气实际上进入了下游混合部分,如果设计不正确,可能会导致夹带的空气向后移动并返回到侧进料器,从而阻碍材料流动。下游混合部分的目的是用熔体润湿颜料,并将夹带的空气输送到下游,在那里可以放置一个大气通风口让空气逸出。

脱挥发分
现在产品已经完成大部分上游单元操作,材料即将离开挤出机并进入下游设备。有时会被忽视的一个区域是机器的脱挥发分(或脱气)部分。这是一个重要的单元操作,因为当材料经历真空应用时,气泡和/或挥发物从聚合物熔体中剥离,提供无孔且致密的颗粒。
如果最终颗粒中存在孔隙率,它会影响最终成型部件的强度和耐用性。TSE 提供了一种相当简单的真空应用方法,它由一个开放(或通风)桶和一个连接到分离罐(或冷凝器)和真空泵的真空圆顶组成。
在某些情况下,无论应用何种真空度或使用何种挤出机螺杆速度,材料仍会从真空排气口逸出,堵塞排气口并阻止充分的脱挥发分。在这种情况下,有时称为侧脱气装置的设备将用于帮助将材料保留在挤出机内,同时让气体逸出以进行适当的脱挥发分。

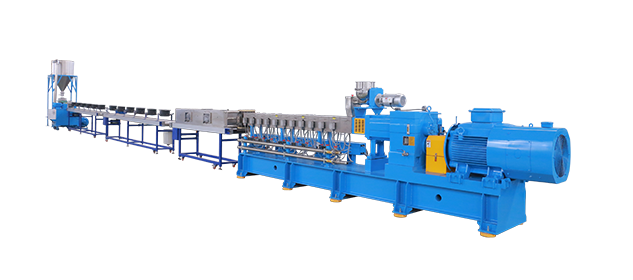
加压和造粒
工程师通常不会花太多时间来考虑TSE的增压部分的设计。该部分中的聚合物流是由于螺杆旋转而朝向螺杆尖端的阻力流和远离TSE排放口的上游压力流的组合。请注意真空端口的位置,因为过多的压力积累会导致脱挥发分问题。
通常,色母粒的造粒将涉及线料或水下造粒。接近 80% 的较高着色颜料负载量可能会导致线材非常脆,在这种情况下,水下造粒将是更好的选择,但这需要根据所使用的颜料类型进行判断。
江苏省常州市溧阳市别桥镇黄金山路3号
四川省成都市都江堰市经济开发区紫金路11号
400-096-8228
sales@njkwls.com

扫码加好友咨询

江苏坤威朗盛装备科技有限公司
地址:四川省成都市都江堰市光泰路9号
江苏省常州市溧阳市别桥镇黄金山路3号
电话:400-096-8228
邮箱:sales@njkwls.com